Al imprimir en 3d no podemos encontrar con varios errores impresión 3d, en esta guía vamos a tratar de ayudaros para solucionarlos lo antes posible.
Estos errores suelen ser muy comunes, a todas las impresoras 3d algunos tienen fácil solución otros no tanto.
Es posible tener otros problemas según el modelo de impresora que tengamos en nuestras manos.
La impresora 3d no echa material al comienzo de la impresión 3d
Uno de los típicos errores al imprimir en 3d cuando empiezas, pero de fácil solución. Pueden ser varios los motivos por el cual el material no es extruido al comenzar la impresión.
Sin filamento en el extrusor.
El nozzle pegado a la cama caliente
El engranaje de accionamiento muerde el filamento
Extrusor obstruido
Sin filamento en el extrusor.
Esto podría suceder por que al calentar el extrusor a temperaturas altas sin trabajar, que un poco de filamento gotee del extrusor, creando un pequeño vacío justo en la salida del material y al comenzar a imprimir el filamento tarda unos segundos en salir.
Para solucionarlo debemos cebar el extrusor antes de comenzar a imprimir, otra solución posible es incluir faldas en el diseño, en nuestro software de impresión.
El nozzle pegado a la cama caliente
La boquilla del extrusor está demasiado cerca de la cama caliente, y deja taponado la salida de filamento. Podemos reconocerlo si vemos que la impresora 3d comienza a echar filamento en la 3º o 4º capa.
Para resolverlo o bajamos la cama caliente un poco o bien aumentamos la distancia del eje z. En la Anet a8 podemos apretar los 4 tornillos para bajar la cama, teniendo en cuenta que la distancia apropiada es mas o menos el grosor de un papel.
También los distintos software de impresión nos dejan calibrar el eje z
El engranaje de accionamiento muerde el filamento
Muchas impresoras 3d usan una pequeño engranaje para empujar el filamento hacia delante y hacia atrás, este engranaje lo mueve por medio de unos dientes, si estos dientes arrancan parte del filamento, a la hora de imprimir, no tendra filamento para empujar.
Puede identificarse por que ve virutas o si ve un mordisco en el el filamento.
Trataremos este caso en el apartado filamento mordido, para su resolución
Extrusor obstruido
Si ninguno de los consejos anteriores resuelve su problema, es probable que su extrusor halla quedado taponado por algo de material.
Puede ser que tenga que desmontar el extrusor para limpiarlo o algunas impresoras vienen con herramientas especiales para su limpieza.
Podéis también poneros en contacto con el servicio técnico de vuestra impresora o usar algunos de los trucos que podremos encontrar en la web.
La impresión 3d no se pega en la cama caliente
Otro de los errores impresión 3d mas comunes y de vital importancia es que la primera capa este pegada, sujeta a la superficie de impresión, para que sirva de base para las siguientes capas.Si esto no ocurre la impresión 3d saldrá con errores. Aquí tienes las posibles causas y como afrontarlas.Otro
La cama caliente no esta bien nivelada
El nozzle esta separado de la cama caliente.
Velocidad de impresión alta en la primera capa
Temperatura de enfriamiento
Lacas, cintas y otros materiales en la cama caliente
Crear zonas de apoyo
La cama caliente no esta bien nivelada
Esto es lo primero que debemos mirar, si la 1º capa no se pega sobre la base de impresión, tenemos que ver si esta bien nivelada y si la superficie es completamente plana.
Según la impresora 3d que tengamos lo haremos de una manera u otra.
El nozzle esta separado de la cama caliente.
Una vez tengamos la cama caliente nivelada, tenemos que asegurarnos que la distancia del nozzle esta a la medida adecuada, ni muy cerca ni muy lejos de la base de impresión.
Cuidado al hacerlo ya que las capas son milimétricas y cualquier variación se notara en el resultado.
Velocidad de impresión alta en la primera capa
Es preciso que el material de impresión que estemos usando se adhiera a la base, si imprimimos la 1º capa a una velocidad demasiado alta, tal vez no le daremos tiempo al material a pegarse a ella.
Es muy recomendable imprimir la 1º capa a una velocidad mas lenta .
Normalmente los distintos softwares de impresión tienen configuraciones para imprimir la 1º capa a una velocidad mas lenta.
Temperatura de enfriamiento
Si la temperatura de la cama caliente es demasiado baja, provocara qeu la primera capa no se pegue a ella.Si disponemos de cama caliente aumentar la temperatura.
Fijarnos en el tipo de material que estamos usando y ver si el fabricante indica la temperatura óptima de trabajo.
Lacas, cintas y otros materiales en la cama caliente
Mirar si la base de impresión tiene restos que puedan impedir la adherencia de la primera capa. Si es así, limpiarlo con el producto adecuado según el material de nuestra base.
Tengo que decir que a veces restos de laca y otros hacen que la primera capa se pegue mejor y no suframos este problema.
Crear zonas de apoyo
Si la impresión que estamos realizando, tiene una base muy pequeña, y no tiene una superficie suficientemente amplia para pegarse a la base.
Tenemos que crear una superficie de apoyo, para que esta de pegue a la base de impresión.
El extrusor no echa suficiente plástico.
Diámetro del filamento
Aumentar la velocidad de salida de filamento del extrusor
Diámetro del filamento
Mirar si en el software de impresión hemos indicado el diámetro correcto del filamento que estemos usando.
Es de suponer que todos sabemos que hay filamentos de diferentes diámetros, en el mercado.
Aumentar la velocidad de salida de filamento del extrusor
En el software de impresión tenemos que ajustar la cantidad de material (extrusion multiplier) que queremos que salga, normalmente para PLA sera 0.9, y 1 para ABS.
Si ponemos en material ABS 1,01, le estaremos indicando a la impresora que expulse 1% mas de material
Sale demasiado plástico por el extrusor
Demasiado Plástico.
Demasiado Plástico.
Algunos modelos de impresoras 3d no tienen una forma de controlar la salida de material.
En el software de impresión haremos lo inverso a lo que explicamos en el apartado anterior y disminuiremos la cantidad de material que sale por el extrusor.
Espacios en la cara superior de nuestra impresión 3d
Para ahorrar material en la impresiones la mayoría se crea como una carcasa solida y un interior de relleno algo mas hueco.Por ejemplo si ponemos un relleno del 20-30%, solo este porcentaje sera sólido, lo demás sera aire. Aún así que reos que nuestra impresión se sólida.
Esto ahorra tanto material como tiempo en la impresión 3d. Pero si este ajuste esta mal hecho nos encontraremos con huecos en la partes que queremos sólidas en nuestra impresión.
Pocas capas en la parte de arriba
Porcentaje de relleno demasiado bajo.
Bajo nivel de extrusión.
Pocas capas en la parte de arriba
En el software de impresión 3d que estemos utilizando, mirar que ajustes de capas en el nivel superior.
Si con los ajustes que tenemos encontramos ese problema, debemos aumentar el número de capas que tenemos indicado.
Solid layers /Top o espesor superior/inferior.
Porcentaje de relleno demasiado bajo.
Si tenemos indicado un porcentaje muy pequeño de relleno, las capas superiores se hundirán al tener el relleno muchos huecos.
Subir en porcentaje de relleno en los ajuste de nuestro software de impresión.
Bajo nivel de extrusión.
Si los 2 anteriores ajustes están correctos tenemos un problema de que sale poca cantidad de filamento por el extrusor.
Ver la sección correspondiente, de la que hablamos anteriormente.
Hilos en la impresión 3d
Otro error de impresión 3d que puede pasar es que el trabajo esta lleno de hilos de filamento atravesando en toda o alguna zona nuestro trabajo.
En nuestro software de impresión tenemos que buscar el ajuste refracción. Hay que asegurarse de que esta activada.

Distancia de retroceso.
Velocidad de retroceso.
Temperatura muy alta
Amplio desplazamiento del extrusor.
Distancia de retroceso.
Ajustar este parámetro en nuestro software de impresión correctamente, dependerá del extrusor que estemos utilizando para tener un ajuste correcto.
Velocidad de retroceso.
Ajustar la velocidad de retracción del filamento para que no sea ni muy alta ni muy baja, hay que buscar el punto medio.
La media de velocidades de trabajo esta 30-60 mm/sg mas o menos.
Mirar las especificaciones del fabricante del material de impresión.
Temperatura muy alta
Que la temperatura a la que estemos trabajando este muy alta trae como consecuencia este error.
El filamento sale demasiado líquido produciendo estos hilos de araña.
Bajar la temperatura entre 5-10 grados, si en reposo sigue saliendo material, baja un poco la temperatura.
.
Amplio desplazamiento del extrusor.
Si todos los demás ajustes de están correctos buscar en nuestro software de impresión
el ajuste de capas y perímetros , y dentro buscar evitar cruzar perímetros. Dependiendo del software usado puede estar o no, en Slic3r por ejemplo si lo podemos encontrar.
Error impresión 3d sobrecalentamiento
Si la temperatura es demasiado alta y no logra un equilibrio entre la temperatura de trabajo y la de enfriamiento del material la impresión se enfriara demasiado rápido y no sera tan precisa ni definida como desearíamos.

Ventilación de capa
temperatura demasiado elevada
Velocidad de impresión demasiado rápida
Si todo falla, imprime varias piezas a la vez
Ventilación de capa
La temperatura de enfriamiento es demasiado baja y el material después de ser impreso, se deforma.
Si no disponemos de ventilación de capa esta es una de la razones principales por lo que puede suceder este problema.
Si tenemos ventilación de capa, puede estar mal configurada o ser insuficiente.
temperatura demasiado elevada
Si tenemos ventilación de capa y esta activa. Debemos bajar la temperatura del extrusor, pero cuidado con disminuirla demasiado o provocaremos un atasco en Hotend, al no calentar lo suficiente el material y que no pueda salir por la boquilla.
Velocidad de impresión demasiado rápida
Si la velocidad de impresión es demasiado rápida, tal vez no de tiempo a la impresora a enfriar las capas anteriores.
Tener esto muy en cuenta en detalles pequeños, pues si la impresora tarda muy poco en sucesivas capas esto puede ocurrir.
Ajuste la velocidad de impresión en el software. Hay algunos que ofrecen la opción de tiempo mínimo de capa como CURA.
Si todo falla, imprime varias piezas a la vez
Esta es la solución mas común, se imprimen varias piezas a la vez para que de tiempo a las capas a enfriarse.
Una estrategia fácil y eficaz.
Desplazamiento de capas o capas desalineadas.
Capas desplazadas en la impresión en los ejes X o en el eje Y. Las impresoras 3d en su mayoría no tienen un control sobre la posición de la boquilla, simplemente el motor la mueve hasta una posición, pero si por ejemplo la damos un golpe, podría desplazarse la boquilla a una posición y que pase esto.

La boquilla se desplaza demasiado rápido.
Problemas mecánicos o electricos
La boquilla se desplaza demasiado rápido.
Si la impresión la estamos haciendo a altas velocidades es posible que el motor paso a paso no pueda seguir el ritmo de trabajo.
Hay que reducir la velocidad de impresión en el software que estemos utilizando.
Problemas mecánicos o electricos
Si las correas de movimiento están sin tensión tendremos este problema. Comprobar la tensión de todas las correas, si se mueve de esta manera. Si disponemos de tornillo prisionero podemos ajustar la tensión en la medida de lo posible.
Comprobar si llega suficiente corriente eléctrica al motor paso a paso para que funcione correctamente. Que los driver controladores del motor no estén correctos o mal ajustados, consultar los valores del driver que tengamos según la impresora 3d.
Que el calor acumulado en la electrónica sea demasiado alto puede hacer que el motor deje de girar.
Separación de capas
Las capas de la impresión no se unen lo suficiente entre ellas , se pueden separar o dividir entre ellas.

Altura de capa demasiado grande.
Temperatura de impresión demasiado baja.
Altura de capa demasiado grande.
Según el tamaño de la boquilla que dispongamos, estamos limitados a la relación de alturas de capa que podemos imprimir para que las capas se unan unas con otras. Podemos usar como límite aproximado un 20% menos, que el diámetro de la boquilla.
Si ves separación entre capas, mira la altura de la capa a la que estamos imprimiendo para no sobrepasar el límite de la boquilla.
Temperatura de impresión demasiado baja.
Si tenemos la altura de capa correcta entonces deberemos fijarnos en la temperatura de impresión no sea demasiado baja.
Intenta a subir la temperatura de trabajo, dependiendo del material usado.
Mordisco en el filamento 3d
La gran mayoría de las impresoras 3d usa un engranaje impulso con dientes, para mover el filamento. Si este engranaje se mueve y el filamento no se mueve. Este engranaje puede arrancar o desgastar el filamento. Se puede reconocer si vemos virutas o si el motor del extrusor esta girando, y el filamento no se mueve.

Presión demasiado alta en la guía del filamento.
Aumentar temperatura del extrusor
Velocidad de impresión demasiado alta
Configuración de la boquilla
Boquilla obstruida
Presión demasiado alta en la guía del filamento.
Si tenemos este error de impresión, lo primero sera mirar si la presión que se ejerce en el filamento es demasiado alta.
Según el extrusor que tengamos instalado, podemos hacer esto de una manera u otra.
Aumentar temperatura del extrusor
Si nos ocurre este error de impresión, podemos aumentar la temperatura del extrusor unos grados, para que el filamento fluirá mas fácilmente. Dependerá del tipo y color del material que estemos usando.
Velocidad de impresión demasiado alta
Si después de subir la temperatura nos sigue pasando, debemos bajar la velocidad de impresión y ajustarla para ver si se soluciona el problema.
Configuración de la boquilla
Podemos encontrarnos que trabajamos con una boquillas mas grande de la que tenemos configurada en el software de impresión.
Mirar este ajuste en el programa que estemos usando.
Boquilla obstruida
Si aún seguimos teniendo este problema, mirar si la boquilla esta parcialmente obstruida.
Extrusor Atascado
Uno de los errores impresión 3d que suele pasar a todo el mundo, es que quede algún resto de material y se obstruya la boquilla.

Comprobar que el termístor esta bien
Empujar de forma manual el filamento
Cargar el filamento
Limpiar, desmontar el extrusor
Posibilidad de usar un "Oiler"
Comprobar que el termístor esta bien
Lo primero que comprobaremos es si el termistor esta en su sitio porque si no esta colocado puede que el extrusor no alcance la temperatura correcta.
Comprobamos que tenemos bien la temperatura para el tipo de material y color que estamos usando.
Empujar de forma manual el filamento
Lo primero que intentaremos sera empujar el filamento de manera manual.
Indique a la impresora que extruya una pequeña cantidad de material con todos los ajustes preparados. Una que el motor del extrusor empiece a girar empuja el filamento con la mano, en muchos casos ayudaremos al filamento a pasar el filamento de la zona problemática.
Cargar el filamento
Primero descargaremos el filamento, cortamos un trozo, por si ese parte de filamento esta defectuoso .
Antes de cargarlo comprobaremos que la temperatura sea la correcta, y cargamos el filamento de nuevo empujando con la mano, para ver si sale por la boquilla sin ejercer mucha presión.
Limpiar, desmontar el extrusor
Si con los anteriores métodos no conseguimos nada, tenemos que limpiar la boquilla y desmontar el extrusor.
Claro esta dependerá del extrusor que tengamos.
Posibilidad de usar un "Oiler"
Tal vez nuestra impresora 3d admita este elemento que limpia el filamento antes de entrar en el extrusor, para evitar atascos.
La impresora 3d deja de extruir plástico en medio de la impresión 3d
Si la impresora deja de obstruir plástico en medio de la impresión vamos a ver porque podría estar causando este problema.
Sin filamento
Filamento mordido.
Extrusor bloqueado
El motor del extrusor se calienta demasiado
Presión induficiente en el extrusor
Sin filamento
Es obvio pero por si acaso. Si nuestro filamento se termino y no teníamos suficiente para terminar el trabajo.
Filamento mordido.
Mirar en la sección correspondiente un poco mas arriba.
Extrusor bloqueado
Si la boquilla se quedo atascada en medio de la impresión deberemos comprobar que el filamento no esta sucio.
El motor del extrusor se calienta demasiado
Si estamos haciendo una impresión larga y el motor alcanza una temperatura muy alta, la electrónica del motor este se para.
Si nuestra impresora tiene algún sistema para enfriar el motor debemos usarlo.
Sino debemos apagar la impresión para que este se enfríe la electrónica y ver si los drivers del motor están bien configurados.
Presión induficiente en el extrusor
Si la presión que se ejerce al filamento en el extrusor, no es la suficiente, tenemos que ajustarla si disponemos de un sistema para ello.
Errores impresión 3d: Relleno incorrecto
El relleno es una de las claves para que las piezas impresas salgan correctamente. Es el responsable de conectar todas las partes externas unas con otras. Si el relleno es fino y débil, tendremos errores de impresión.

Velocidad de impresión del relleno demasiado alta
Cambiar de patron de relleno y densidad
Aumentar flujo de plástico.
Velocidad de impresión del relleno demasiado alta
El relleno es la parte que se imprime mas rápidamente en las impresiones 3d, si es demasiado alta, no daremos tiempo a que se fusionen las capas bien.
Hay que disminuir la velocidad de relleno, para ajustarla a una velocidad correcta.
Cambiar de patron de relleno y densidad
Si disminuimos la velocidad y seguimos con el problema , tenemos que probar otros patrones de relleno que aporten mas rigidez al patron, así como aumentar a densidad de relleno.
Probar con panel de abeja, rectangulares, liniales, etc..
Aumentar flujo de plástico.
Aumentar la cantidad de plástico como indicamos en la sección correspondiente.
Manchas o gotas de filamento en la pieza 3d
Pequeñas gotas en la superficie de la pieza que estamos imprimiendo.

Retracción del filamento
Temperatura excesiva del hotend.
Elementos del hotend sueltos
Retracción del filamento
Cuando el cabezal cambia de capa o de posición el extrusor debe retraer el filamento para que no gotee, si esto no sucede correctamente, podemos encontrarnos gotitas en la superficie de nuestra pieza y esta no tendra un acabado perfecto.
Mirar el error: Hilos
O buscar en el programa de impresión el ajuste de retracción.
Temperatura excesiva del hotend.
Si trabajamos con una temperatura demasiado alta en el extrusor, el material estará demasiado líquido y goteara aunque no estemos trabajando.
Baja la temperatura y si en parado vemos que sigue goteando, ajustarla mas.
Elementos del hotend sueltos
Puede suceder que si se da este problema la varilla y el hotend no estén bien apretados entre ellos .
Debemos apretar la varilla y la boquilla para que queden bien sujetos y no halla vibraciones.
Agujeros entre el relleno y la superficie exterior.
Si notamos pequeños agujeros o falta de material entre el relleno y el perímetro de la pieza impresa.

Aumentar solapamiento entre perímetro y relleno
Velocidad demasiado alta
Aumentar solapamiento entre perímetro y relleno
Debemos ajustar el parámetro que controla esta media en nuestro software de impresión 3d y aumentarlo en la cantidad adecuada.
Velocidad demasiado alta
Si la velocidad de impresión es demasiado alta las capas no se fusionaran unas con otras.
Disminuir la velocidad de relleno.
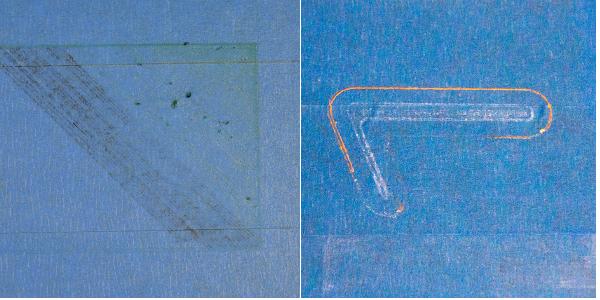
Warping
Las esquinas tienden a curvarse una vez impresa la pieza.
Evitar corrientes de aire
Trabajar con cama caliente
Añadir Faldas
Cubrir la impresora
Usar ABS plus
Evitar corrientes de aire
cualquier corriente de aire puede provocar el efecto warping.
Trabajar con cama caliente
Trabajar con cama caliente para disminuir este efecto que produce el plástico al enfriarse demasiado rápido.
Pre calentar la cama caliente antes de la impresión.
Ajustar la temperatura de la cama la material usado.
Añadir Faldas
Añadir soportes a la base de nuestra impresión para evitar esto.
Cubrir la impresora
Cubrir la impresora con un cerramiento para controlar mejor la temperatura.
La mejor solución de todas.
Usar ABS plus
Una de las soluciones es usar este tipo de material, aunque es mas caro.
Marcas en la parte superior de la impresión 3d
Si detectamos pequeñas marcas o cicatrices en la partes superiores de nuestras piezas impresas.

Demasiado plástico.
Nozzle demasiado cerca de la base de impresión
Demasiado plástico.
Si se extruye demasiado plástico en la capa externa, sucera que la boquilla arrastre, al moverse plástco ya impreso.
Ver la sección; Sale demasiado plástico.
Nozzle demasiado cerca de la base de impresión
Si la boquilla comienza demasiado cerca de la base a imprimir, nos ocurrirá este problema.
Ver sección correspondiente.
Lineas y ondulaciones en el costado de las impresiones 3d.
Si detectamos ondulaciones en los lados de la pieza impresa, y la superficie no aparenta ser una sola pieza.

Ajustar eje Z
Extrusión inconsistente
Variación en la temperatura.
Parámetros de aceleración
correas flojas o demasiado tensas
Ajustar eje Z
Mirar primero si tenemos el eje Z, bien ajustado. Si hay vibraciones o tiene holgura.En resumen comprobar que todo lo que tenga que ver con el eje Z, en nuestra impresora este ajustado.
Extrusión inconsistente
Una de la posibles que puede dar este error es la calidad del filamento que estemos usando. Si el diámetro del filamento usado vario a lo largo de la impresión, podría causar este desajuste en la pieza impresa.
Variación en la temperatura.
La mayoría de las impresoras 3d, usa un termistor para regular la temperatura del extrusor.
Si vemos variaciones del plástico en los laterales, debemos comprobar el ajuste en nuestra impresora.
La temperatura no debería variar en +/- 3 grados durante toda la impresión.
Si necesitamos recalibrar el termistor, consultar al fabricante para unas instrucciones exactas.
Parámetros de aceleración
Si hemos tocado alguno de los ajustes del firmware, tal vez no sean los adecuados para el buen funcionamiento.
Consultar con el soporte técnico o la comunidad de makers para saber los correctos.
correas flojas o demasiado tensas
Si nuestra impresora 3d usa correas comprobar que la tensión no estén flojas ni muy tensas.
Grietas en las primeras capas.
La primera capa presenta grietas y lineas vacías, y esta se despegan de la base.

Altura de la primera capa demasiado alta
Temperatura de capa demasiado baja
Trazos demasiado juntos.
Altura de la primera capa demasiado alta
Disminuir la altura de la primera capa.
Temperatura de capa demasiado baja
Subir un poco la temperatura de la primera capa para ver si se soluciona.
Trazos demasiado juntos.
Aumentar el ancho del trazo de la primera capa
Pequeños detalles que no se imprimen
La primera capa presenta grietas y lineas vacías, y esta se despegan de la base.

Boquilla demasiado grande
Configurar una boquilla de menos tamaño.
Rediseñar la pieza
Boquilla demasiado grande
Si intentamos imprimir detalles pequeños con boquillas demasiado grandes la impresora no imprimirá estos detalles.
Tener en cuenta que la altura máxima/resolución de capa mas alta debe ser un 80% del diámetro de la boquilla.
Configurar una boquilla de menos tamaño.
También podemos configurar en el software que usemos que tenemos puesta una boquilla menor de la que tenemos puesta.
Como estamos realmente engañando a la impresora, tal vez otras partes de las piezas podrían no imprimirse bien. Probar y estar atentos a la impresión porque a veces no funciona.
En un a boquilla de 0,4 mm podemos indicar que tiene 0,3mm.
Rediseñar la pieza
Modificar el diseño para que las partes mas finas se puedan imprimir mejor.
Aunque esto implica la edición del modelo 3d para aumentar el grosor de las partes mas finas.
Conclusión errores impresión 3d
Hasta aquí algunos de los errores más comunes de la impresión 3d. Seguiremos aumentando este artículo con algunos añadidos comunes a casi todas las impresoras.
Si crees que olvidamos alguno o hay alguna información incorrecta, puedes dejar un comentario.
También puedes leer alguno de los siguientes artículos de la web.
Articulos
All
Lapiz 3d
Las mejores Impresoras 3D
Los mejores escaners 3D
Materiales y utiles impresión 3D
Impresora 3d JGAURORA A5 con gran tamaño
Las mejores Impresoras 3D
Programas de diseño 3d gratuitos.
Materiales y utiles impresión 3D
Tronxy x5
Las mejores Impresoras 3D
Tronxy X3S
Las mejores Impresoras 3D
MOSFET IMPRESORAS 3D
Materiales y utiles impresión 3D
Da Vinci lápiz 3d
Lapiz 3d
Monoprice select mini 3d
Las mejores Impresoras 3D
Electrónica impresora 3d
Materiales y utiles impresión 3D
Geeetech mini E180 impresora 3D
Las mejores Impresoras 3D
FlashForge Finder Impresora 3D
Las mejores Impresoras 3D
BQ Ciclop DIY 3D – Escáner 3D
Los mejores escaners 3D
Los mejores sitios de archivos STL para imprimir en 3d
Las mejores Impresoras 3D
Anet-E10
Las mejores Impresoras 3D
Geeetech acrílica i3 pro b
Las mejores Impresoras 3D

Las mejores Impresoras 3D
Las impresoras 3d mas vendidas
Las mejores Impresoras 3D
Athorbot Brother impresora 3d
Las mejores Impresoras 3D
Guía filamento PLA
Materiales y utiles impresión 3D
XYZprinting – Da Vinci mini w
Las mejores Impresoras 3D
3d Systems Sense, escáner 3D
Los mejores escaners 3D
BQ Witbox 2
Las mejores Impresoras 3D
Las mejores Impresoras 3D
3doodler lápiz 3d para profesionales
Lapiz 3d
Comprar Creality CR-10 una impresora 3D barata que esta dando mucho que hablar
Las mejores Impresoras 3D
¿Quieres conocer la BQ Hephestos 2 ?
Las mejores Impresoras 3D
¿Estas pensando en adquirir una cama caliente para tu impresora 3D?
Materiales y utiles impresión 3D
Trucos para imprimir en 3D
Las mejores Impresoras 3D
Extrusor: Componente impresora 3D
Materiales y utiles impresión 3D
Geeetech prusa i3 pro W
Las mejores Impresoras 3D
¿Quieres comprar la Anycubic i3 mega?
Las mejores Impresoras 3D
FUEL3D Scanify SCA109 Escáner de mano 3D
Los mejores escaners 3D
Isense escaner 3D para ipad y iphone
Los mejores escaners 3D
3Doodler el lapiz 3D de alta costura
Lapiz 3d
Comprar Anet A8 Impresora 3D barata
Las mejores Impresoras 3D
Los 5 Lapices 3D para niños mas vendidos.
Lapiz 3d
Microsoft kinect úsalo de escáner3d
Los mejores escaners 3D
Categorías
Lapiz 3D
Materiales impresión 3D
Escaner 3D
Impresora 3D
El mundo 3D
Fuente: este post proviene de el mundo 3d , donde puedes consultar el contenido original.
¿Vulnera este post tus derechos? Pincha aquí.
Creado: